

Nei magazzini o nei centri logistici di grandi dimensioni, in cui viene movimentata una grande varietà di merci eterogenee, è possibile imbattersi in una combinazione di soluzioni di stoccaggio progettate per consentire l'immagazzinaggio misto di prodotti dalle caratteristiche differenti.
Se in un magazzino si lavora con casse, contenitori, prodotti sfusi e pallet, è imperativo ricorrere al lavoro combinato di diversi sistemi, che dovranno essere integrati in maniera armoniosa ed efficiente fra loro.
In questo articolo passeremo in rassegna sei casi pratici di magazzini che presentano un mix di soluzioni progettato per far fronte ad esigenze specifiche.
Soluzioni di stoccaggio combinate: da dove iniziare
Il primo passo nel delineare un efficiente combinazione di sistemi consiste nell'analizzare i prodotti singolarmente, definendo quelle che saranno le esigenze di movimentazione e stoccaggio legate a un tipo specifico di unità di carico.
Il secondo step consiste nel raggrupparli in funzione dei KPI della logistica, delle famiglie di prodotti a cui appartengono, delle loro caratteristiche fisiche, della modalità di picking e di preparazione degli ordini.
Una volta in possesso di un'analisi anagrafica degli articoli, sarà possibile determinare con maggiore accuratezza le funzioni e le modalità operative da assegnare alle diverse aree del magazzino.
Per rendere più chiaro quanto appena detto, proponiamo cinque esempi di possibili configurazioni di magazzino pensate per una combinazione di sistemi di stoccaggio. All'inizio di ogni esempio vengono elencati le soluzioni impiegate.
Esempio 1: Picking unitario
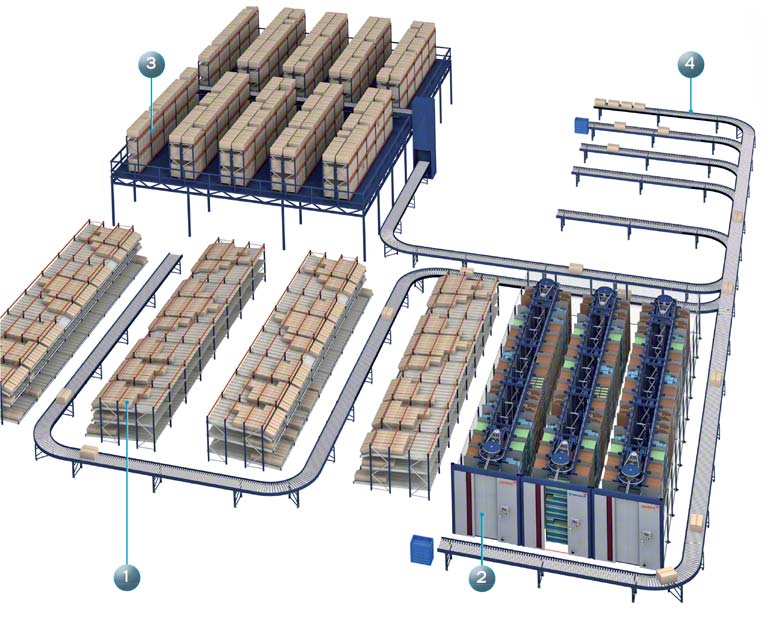
- Scaffalature a gravità per picking con pick-to-light.
- Magazzini rotanti orizzontali.
- Scaffalature per picking su un soppalco.
- Area di consolidamento: area alla quale si inviano gli ordini preparati nelle restanti aree.
In questo caso ci sono quattro aree definite e le operazioni vengono gestite mediante un software WMS. I prodotti di largo consumo vengono alloggiati su scaffalature a gravità per picking con pick-to-light (numero 1).
I prodotti di medio consumo vengono stoccati in tre magazzini rotanti orizzontali (numero 2), mentre i prodotti a basso consumo sono conservati su scaffalature per picking su un soppalco (numero 3).
La quarta area (numero 4) è dedicata al consolidamento (qui vengono inviati gli ordini preparati nelle restanti aree). Le varie aree di preparazione sono collegate a quella di consolidamento da un sistema di trasportatori automatici per contenitori.
Grazie a questa configurazione, l’area che rimane sotto il soppalco (dotato di elevatore per collegarlo al sistema di trasporto automatico) è disponibile per depositare la merce pronta per la spedizione.
Esempio 2: Picking unitario completamente automatizzato
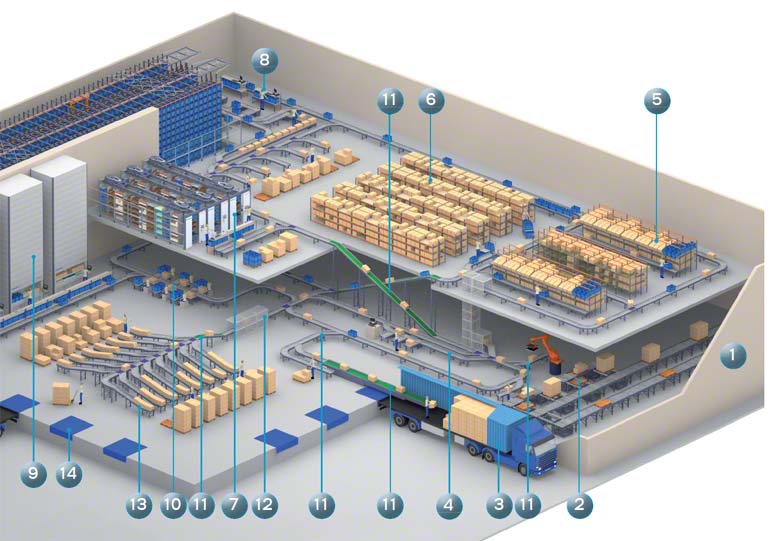
Magazzino completamente unitario per picking unitario.
- Ingresso dei pallet proveniente dal magazzino generale, mediante trasportatori a rulli e catene.
- Area di disimpilamento manuale e automatico su trasportatori per contenitori.
- Scarico di container marittimi che trasportano scatole di cartone non pallettizzate.
- Verifica e controllo qualità.
- Preparazione di ordini di prodotti ad alta rotazione (A) su scaffalature a gravità per picking, dotate di sistemi pick-to-light.
- Preparazione di ordini su scaffalature per picking classiche per merce con misure irregolari e a bassa rotazione (C).
- Magazzino rotante orizzontale per prodotti di rotazione A ad elevato valore o per prodotti di rotazione B.
- Miniload per prodotti di rotazione B e C, con postazioni di picking in testata.
- Magazzini verticali combinati con banchi di preparazione multiordini, per lo stoccaggio di minuteria.
- Consolidamento degli ordini o montaggio dei componenti.
- Trasportatori a rulli, cinghie e nastri che mettono in comunicazione le varie aree.
- Zona di identificazione.
- Aree di classificazione per destinazioni o itinerari.
- Aree di spedizione o baie di carico.
Questo tipo di impianto rappresenta una soluzione estremamente efficiente dal punto di vista operativo. In ogni area è stato scelto il sistema di stoccaggio, preparazione e movimentazione più indicato per ciascun prodotto per ottimizzare al massimo ogni operazione.
È stato installato un sistema di trasporto interno, completamente automatizzato, che mette in comunicazione le varie aree. In questo modo, non è necessario destinare personale e mezzi di sollevamento per queste operazioni. Grazie a questo sistema di trasporto, gli ordini vengono classificati automaticamente, per itinerario e destinazioni.
Negli impianti così complessi è fondamentale disporre di un software WMS in grado di controllare l'intero processo operativo.
Esempio 3: Magazzino per pallet e Miniload
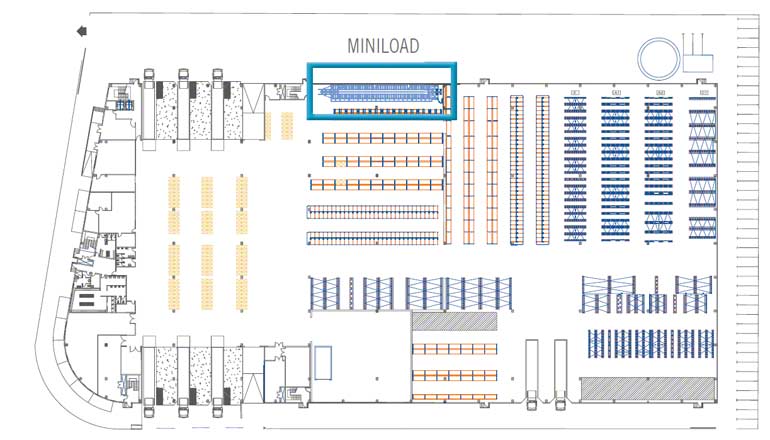
Planimetria di un magazzino con sistema miniload.
- Zona occupata da scaffalatura per pallet a gravità dotata di pick-to-light utilizzata per accessori di largo consumo in contenitore pieno.
- Area con scaffalatura a gravità per picking con dispositivo pick-to-light (prodotti di largo consumo in contenitore pieno o sfusi).
- Scaffalatura a gravità per picking con pick-to-light; alimentata da un miniload, è destinata a prodotti sfusi ad alta e media rotazione.
- La testata servita dallo stesso miniload in cui si completano gli ordini con articoli a bassa rotazione.
In questo esempio, il Miniload è stato installato all’interno di un magazzino per pallet di prodotti di medie e grandi dimensioni con molti accessori a vario consumo. Per il picking sono state predisposte quattro aree con i seguenti sistemi di stoccaggio:
- Area 1: Scaffalature per picking dotate di dispositivi pick-to-light per lo stoccaggio di accessori di largo consumo in contenitori completi.
- Area 2: Scaffalature per picking dotate di dispositivi pick-to-light per lo stoccaggio di prodotti di medio consumo sfusi o in casse complete.
- Area 3: Scaffalature per picking dotate di dispositivi pick-to-light servite da trasloelevatore Miniload per lo stoccaggio di accessori sfusi di medio-alto consumo.
- Area 4: qui si trova la testata del magazzino servita dallo stesso trasloelevatore.
L’intero sistema funziona all’unisono, come un’unica unità operativa. Vediamo quali sono le singole fasi:
- Fase 1: Avviene il prelievo massivo (o a ondate) degli articoli da parte degli addetti al picking, che in seguito posizioneranno i contenitori sui trasportatori a rulli affinché questi vengano trasportati fino all’area di consolidamento.
- Fase 2: una volta raggiunta l'area, il personale preparerà i prodotti sfusi ad alta e media rotazione e li inserirà nei contenitori. Gli ordini processati in questo passaggio verranno poi spostati mediante i trasportatori sino all’area di consolidamento.
- Fase 3: Gli ordini non completati verranno inviati alla testata affinché un operatore aggiunga al contenitore il prodotto mancante e, una volta processato, il contenitore verrà trasferito all'area di consolidamento.
Il resto del magazzino funziona per aree autonome e il prodotto preparato viene consolidato direttamente sulle baie di carico. Inoltre, il sistema di gestione è in grado di disgregare e gestire tutti gli ordini e tutte le aree.
Esempio 4: Soluzione per una cella di congelamento
Planimetria di un magazzino con sistema miniload.
All'interno di questo ipotetico magazzino frigorifero sono stati installati i seguenti sistemi:
- Scaffalature per pallet a gravità per prodotti con un elevato indice di rotazione.
- Scaffalature portapallet su basi mobili destinate a prodotti con rotazione B e C (con il livello inferiore dedicato alle operazioni di picking su contenitori singoli).
- Scaffalature portapallet dedicate a prodotti con rotazione B e C statiche per sfruttare gli spazi irregolari dell’impianto.
Tutte queste aree sono collegate e servite da trasportatori automatici che, oltre a movimentare la merce fuori dalle scaffalature, fungono da buffer per gli ordini già preparati, ragione che giustifica l'installazione nelle aree adiacenti alle banchine.
In questo impianto, le attività di prelievo sfruttano i dispositivi a radiofrequenza o e di picking vocale.
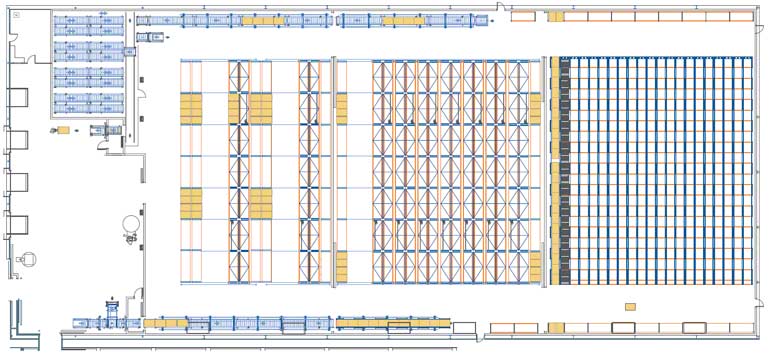
Esempio 5: pallettizzazione e picking
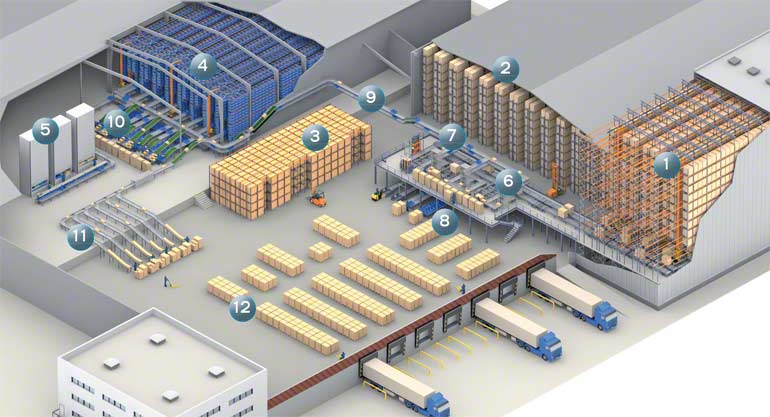
Modello di magazzino in cui è presenta una combinazione di sistemi di stoccaggio.
- Magazzino automatico per merce pallettizzata.
- Magazzino portapallet per merce pallettizzata.
- Magazzino drive-in per merce pallettizzata.
- Magazzino di picking servito da miniload.
- Magazzini verticali.
- Area di preparazione picking dal magazzino automatico per pallet.
- Area di riassortimento del magazzino miniload con prodotto in riserva.
- Area di approvvigionamento del magazzino miniload dall’area di ricevimento e comunicazione con il soppalco.
- Circuito aereo costituito da trasportatori a rulli e nastri.
- Postazioni di preparazione degli ordini dal magazzino miniload.
- Sorter di smistamento degli ordini per itinerario.
- Area di consolidamento e baie di spedizione.
Nel magazzino automatico per pallet, servito da quattro trasloelevatori, si stoccano prevalentemente le riserve dei prodotti a media rotazione e i prodotti voluminosi. Nell’area esterna è disponibile un soppalco con trasportatori e postazioni di picking per la preparazione degli ordini direttamente sui pallet.
L’operatore ha a disposizione strumenti ausiliari, nella fattispecie dispositivi informatici e lettori di codici a barre, che oltre ad agevolare le operazioni di picking, consentono di rifornire la merce destinata al magazzino delle casse miniload.
Nel magazzino portapallet per prodotti pallettizzati si stoccano i prodotti a bassa rotazione e dalle misure irregolari. Si utilizzano carrelli trilaterali e commissionatori ad alto livello per effettuare il picking direttamente dalle scaffalature.
Nelle scaffalature drive-in si depositano i prodotti di largo consumo, che solitamente vengono spediti su pallet completi. Per eseguire le movimentazioni in quest’ultima installazione si utilizzano carrelli retrattili.
Il magazzino automatico per contenitori, servito da nove miniload, alloggia i prodotti di piccole e medie dimensioni in contenitori.
Tre livelli di trasportatori servono le postazioni di picking: il livello inferiore movimenta i contenitori dalla testata di ciascun tunnel alle varie postazioni di picking e al trasportatore che conduce all’area di approvvigionamento.
Il livello intermedio viene utilizzato per il ritorno e gli ingressi dei contenitori in magazzino mentre il livello superiore invia i contenitori con gli ordini preparati al sorter di smistamento. L’utilizzo di tre livelli evita interferenze e agevola il flusso dei contenitori.
Le postazioni di picking sono ergonomicamente progettate per agevolare la preparazione degli ordini ed evitare tempi morti. Nei magazzini verticali si conservano componenti e prodotti fragili o di grande valore e di piccole dimensioni.
Nella parte inferiore del soppalco, i trasportatori comunicano mediante sollevatori con quelli della parte superiore, sia quelli per pallet che quelli per casse, e possono effettuare le seguenti operazioni:
- Inviare pallet dall’area portapallet al magazzino automatico e all’area di picking e riassortimento.
- Inviare pallet completi dal magazzino automatico all’area delle spedizioni.
- Riassortire, con merce proveniente dall’esterno e che non bisogna stoccare, i contenitori destinati al magazzino miniload.
Il circuito aereo dei trasportatori a rulli e nastri, su due livelli, comunica con i due magazzini automatici e consente di trasportare gli ordini preparati al sorter di smistamento.
Gli ordini già preparati provenienti dal sorter vengono consolidati mediante percorsi con quelli del magazzino portapallet e i pallet completi del magazzino automatico, direttamente nelle corsie posizionate davanti alle baie di carico delle spedizioni.
Per il trasporto dei pallet nell’area di ricevimento e spedizione si utilizzano transpallet elettrici e manuali.